Part measures (in SPC) or dimensional checks (in 100% sorting machines) of any dimension, real or virtual, that could appear by the projection of the shade of the part on the camera.





















Tools: lengths, diameters, angles, co-axiality, linearity, parallelism and perpendicularity, shape’s conformity, presence of burrs on the edges, hexagon dimensions… The measure could be managed also between virtual elements (projection of sides, geometrical barycenter of shapes, …) or in reference to a fixed part of the machine (i.e. penetrators to measure the recess depth). Any measure could be compared with a range of tolerance to verify its conformity. Application on about 500k different shapes guarantees a wide range of solutions.
Any top camera on automatic SPC; the top camera on glass table machines MCV5 and MCV6; the top camera on metal table machines MCV0, MCV1, MCV3, MCV4 only to check longitudinal open holes.
Possibility of various combinations of camera resolutions, optics (telecentric, quasi-telecentric, zoom), and lighting to empathize performance in precision (up to 0,005 microns), flexibility or productivity (up to 1000 pcs/min), optimizing costs on the actual production needs.
Ancillary: Filters to avoid dirty influence on the measures, possibility of Boolean operators (i.e. for asymmetrical parts under control or the combination of more than one results), lengths between different cameras, pairing with penetrator bits, pairing with 360° station, MSA and metrological verification reports.
All the tools are integrated into the Dimac proprietary software MCVx and SPCx, which could be upgraded on customer request.
Part measures (in SPC) or dimensional checks (in 100% sorting machines) of any dimension, real or virtual, that could appear by the projection of the shade of the part on the camera.











Tools: lengths, diameters, angles, co-axiality, linearity, parallelism and perpendicularity, shape’s conformity, presence of burrs on the edges, hexagon dimensions… The measure could be managed also between virtual elements (projection of sides, geometrical barycenter of shapes, …) or in reference to a fixed part of the machine (i.e. penetrators to measure the recess depth). Any measure could be compared with a range of tolerance to verify its conformity. Application on about 500k different shapes guarantees a wide range of solutions.
Any side camera on automatic SPC and sorting machine
Possibility of various combinations of camera resolutions, optics (telecentric, quasi-telecentric, zoom), and lighting to empathize performance in precision (up to 0,005 microns), flexibility or productivity (up to 1000 pcs/min), optimizing costs on the actual production needs.
Ancillary: Filters to avoid dirty influence on the measures, possibility of Boolean operators (i.e. for asymmetrical parts under control or the combination of more than one results), lengths between different cameras, pairing with penetrator bits, pairing with 360° station, MSA and metrological verification reports.
See also multi-side dimensional cameras for parts longer than the frame size.
All the tools are integrated into the Dimac proprietary software MCVx and SPCx, which could be upgraded on customer request.
Combination of multiple side cameras to measure parts longer than the size frame.
Part measures (in SPC) or dimensional checks (in 100% sorting machines) of any dimension, real or virtual, that could appear by the projection of the shade of the part on the camera.


Tools: lengths, diameters, angles, co-axiality, linearity, parallelism and perpendicularity, shape’s conformity, presence of burrs on the edges, hexagon dimensions… The measure could be managed also between virtual elements (projection of sides, geometrical barycenter of shapes, …) or in reference to a fixed part of the machine (i.e. penetrators to measure the recess depth). Any measure could be compared with a range of tolerance to verify its conformity.
Any automatic SPC; MCV1, MCV2, MCV3, MCV4, MCVbelt sorting machines.
Possibility of various combinations of camera resolutions, optics (telecentric, quasi-telecentric, zoom), and lighting to empathize performance in precision (up to 0,005 microns), flexibility or productivity (up to 1000 pcs/min), optimizing costs on the actual production needs.
Ancillary: Filters to avoid dirty influence on the measures, possibility of Boolean operators (i.e. for asymmetrical parts under control or the combination of more than one results), lengths between different cameras, pairing with penetrator bits, pairing with 360° station, MSA and metrological verification reports.
All the tools are integrated into the Dimac proprietary software MCVx and SPCx, which could be upgraded on customer request.
Workpiece lifting and rotation unit on 360°
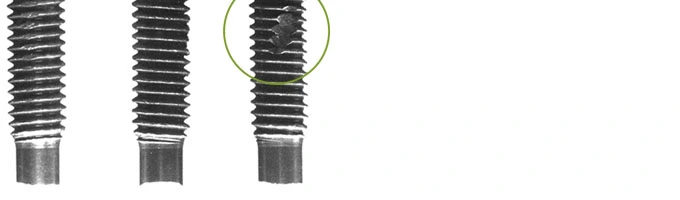
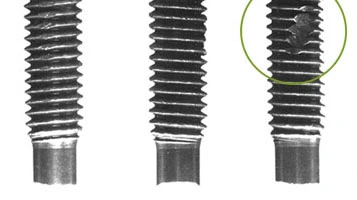
Thread controls (Z-thread, burr, crests), ovalization, linearity, and in general every kind of defect that could be detectably rotating the part. Analysis of multiple pictures (sections) caught during the rotation of the part in front of the camera.
Tools: the same of dimensional controls for a side camera: lengths, diameters, angles, co-axiality, linearity, parallelism and perpendicularity, shape’s conformity, presence of burrs on the edges, hexagon dimensions… The measure could be managed also between virtual elements (projection of sides, geometrical barycenter of shapes, …) or in reference to a fixed part of the machine (i.e. penetrators to measure the recess depth). Any measure could be compared with a range of tolerance to verify its conformity. Application on about 500k different shapes guarantees a wide range of solutions.
Automatic SPC, metal dial sorting machines with indexed movement (MCV0, MCV1, MCV3, MCV4)
The camera trigger timing is optimized in function of the length of image elaboration and the turning speed.
Couplable with bits or magnets to engage the part in rotation. Possibility of a bottom slide to lift the part from the dial. Possibility of different lengths of the top and bottom slides.
See also 360° and Recess Control Station.
Part measures (in SPC) or dimensional checks (in 100% sorting machines) of any dimension visible in a direct-lighted picture. Less precise and computationally heavier, these solutions could be complementary to the backlighting measurement for those dimensions that are not visible by profile projection, like blind holes, chamfers, external diameter of inner threaded holes, or in general when the geometry of the application makes impossible to catch a profile image (i.e. external diameter of the head of a bolt in a mechanical dial machine form the top camera).
Visual inspection of flat faces. Detections of surface defects like scratches, scrubs, burrs, chips, rust, and oxidations. Verify the presence of recess, logos, and text.















Tools: similar to backlighted pictures in terms of a range of possible measurements, the tools could be optimized in terms of precision for SPC applications (with results similar to backlighting tools, with 10 times computational time) or in terms of productivity for 100% sorting applications (losing precision of 10 and more times). Any measure could be compared with a range of tolerance to verify its conformity. Visual inspection by decomposition of the image in sectors and analysis of pixels up or below a tone of gray threshold (number, shape, disposition). The range of applications is extremely wide and customizable to the specific needs.
As a Top camera: any automatic SPC; MCV0, MCV1, MCV3, MCV4, MCV5, MCV6 sorting machines.
As a Bottom camera: any automatic SPC, MCV5, and MCV6 sorting machines
Possibility of various combinations of camera resolutions, optics (telecentric, quasi-telecentric, zoom), and lighting to empathize performance in precision, flexibility, or productivity, optimizing costs on the actual production needs.
Limited to SPC-EVO and in general Automatic SPC, it is possible to combine also backlight optical measures, using the same camera to catch more pictures with different lighting.
Limited to sorting machines: this solution represents the basic Dimac offer in terms of surface controls and is suitable for easy situations. See also AI tools, SFS, Linear camera, and Multi.camera for complex situations.
Ancillary: filters to avoid dirty influence on the measures, possibility of Boolean operators (i.e. for asymmetrical parts under control or the combination of more than one result), MSA, and metrological verification reports.
Possibility of pericentric or endocentric lenses.
All the tools are integrated into the Dimac proprietary software MCVx and SPCx, which could be upgraded on customer request. See also AI tools, SFS, Linear cameras, and multicameras for complex surface inspections.
Part measures of any dimension visible in a direct-lighted picture. Less precise and computationally heavier, these solutions could be complementary to the backlighting measurement for those dimensions that are not visible by profile projection, like blind holes, chamfers, external diameter of inner threaded holes, or in general when the geometry of the application makes impossible to catch a profile image.
Visual inspection of flat faces. Detections of surface defects like scratches, scrubs, burrs, chips, rust, and oxidations. Verify the presence of recess, logos, and text.


Tools: similar to backlighted pictures in terms of a range of possible measurements. Any measure could be compared with a range of tolerance to verify its conformity. The range of applications is extremely wide and customizable to the specific needs
Side camera on automatic SPC series.
Possibility of various combinations of camera resolutions, optics (telecentric, quasi-telecentric, zoom), and lighting to empathize performance in precision, flexibility, or productivity, optimizing costs on the actual production needs.
It is possible to combine also backlight optical measures, using the same camera to catch more pictures with different lighting.
Ancillary: filters to avoid dirty influence on the measures, possibility of Boolean operators (i.e. for asymmetrical parts under control or the combination of more than one result), MSA, and metrological verification reports.
All the tools are integrated into the Dimac proprietary software MCVx and SPCx, which could be upgraded on customer request. See also AI tools, SFS, Linear cameras, and multicamera for complex surface inspections.
The inner thread checks on the tone of gray images acquired by tilted cameras.
Measures and checks on inner faces and details of the part under check, from a tilted point of view. Detectable defects: Inner thread checks (presence, position, number of crests), presence of burrs or dirt, quality check on inner faces, measures of inner details, spring controls.






Tools: specific tools for inner thread and holes controls (presence, number of visible crests, continuity, presence of multiple thread diameters/steps/shoulders, …), specific tools for quality checks on flat surfaces (scratches, burrs, chips), lengths (only for SPC), specific tools for springs (length, pass regularity, number of passes, presence of head and tail, …)
All the machines, when inner quality controls are requested
Possibility of various combinations of optics and lighting in the function of frame size and focus depth. Possibility to couple a backlight to empathize inner defects. Possibility of different mechanical supports, with free or constrained movements, to empathize flexibility or setup easiness.
Ancillary: possibility of Boolean operators (i.e. for asymmetrical parts under control or the combination of more than one result).
All the tools are integrated into the Dimac proprietary software MCVx and SPCx, which could be upgraded on customer request.
Mechanical/optical station for checking recess depth using interchangeable indenter bits.
Checks the presence, dimension, and absence of dirt inside key recess in screws and bolts like internal hexagons, Torx, Phillips wrenches, and others.

Automatic SPC, metal dial sorting machines with indexed movement (MCV1, MCV3, MCV4)
Possibility of various bits and sliding movements for recess with different shapes and depths. The penetration depth could be measured by an optical side station or only checked by an electro-mechanical switch sensor.
Couplable with patent pending damper key engaging insert. See also 360° and Recess Control Station.
Workpiece rotating unit on 360°, with integrated indenter function.

Simultaneous checks from 360° Autotrigger and recess control station.
Tools: see 360° Autotrigger Control Station and Recess Control Station.
Automatic SPC, metal dial sorting machines with indexed movement (MCV1, MCV3)
Coupled with a dimensional side camera to manage optical measurements. Low cost and space-saving combination of a wide range of tests, the main difference with the split solution is that it is impossible to lift the part in front of the camera: the part is laid on the dial during the check. Thanks to the patent-pending damper key engaging insert, the false rejects are very low.
Recess control in the foot of the part, by intenter function from the bottom.
M6 360° mechanical thread functionality check for small defects

Indirect control of the screwing effort, with low sensitivity to dirt, grease, and lack of material.
MCV1.
Patented. Higher output rate than any other mechanical control known solution, insensible to ovalization of the core and out of dimensional tolerance.
The control is performed by gauging the threaded shank with a calibrated plugging roller gauge, which has also an indirect effect of thread repairing by soft re-rolling.
Customizable on request for different shank diameters.